

ASA/ABS: Инженерное руководство по устранению деформации и растрескивания
Введение
Физика отказа: Основы термического напряжения в стирольных сополимерах
Деформация (warping), отслоение углов и растрескивание стенок при 3D-печати филаментами из акрилонитрилбутадиенстирола (ABS) и акрилонитрилстиролакрилата (ASA) — это не случайные дефекты, а прямое следствие фундаментальных физических свойств этих материалов. ABS и ASA являются аморфными полимерами, характеризующимися относительно высоким коэффициентом линейного теплового расширения (КЛТР) и температурой стеклования (Tg).
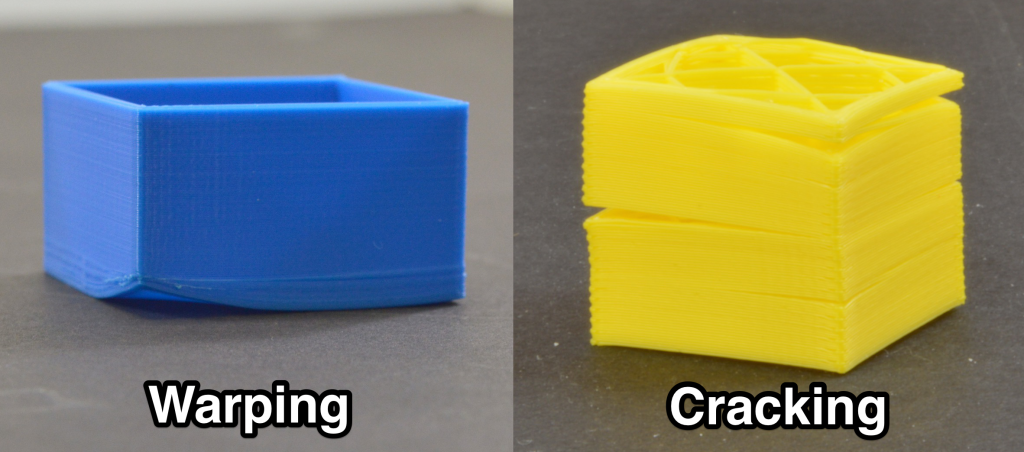
Типичные дефекты при печати ABS/ASA: деформация и растрескивание
Проблема возникает из-за внутренних напряжений, которые генерируются в процессе охлаждения. Когда расплавленный пластик, экструдированный при температуре около 260°C, контактирует с более холодным предыдущим слоем или окружающей средой, он начинает быстро остывать и сжиматься. Поскольку нижние слои уже приклеены к печатной платформе и частично затвердели, их усадка ограничена. Верхние же слои, остывая, сжимаются сильнее, создавая силы, которые буквально отрывают углы модели от стола или разрывают стенки детали по линиям слоев. Таким образом, успешная печать этими материалами — это не поиск «волшебных настроек», а систематический инженерный подход к управлению тепловым градиентом и минимизации внутренних напряжений на протяжении всего процесса печати.
ASA против ABS: Современный взгляд на выбор материала
Хотя ASA и ABS часто рассматриваются как взаимозаменяемые материалы из-за схожих температурных требований и механических характеристик, ASA представляет собой более современную и усовершенствованную формулу. Ключевое отличие заключается в замене бутадиенового каучука (в ABS) на акрилатный каучук (в ASA), что придает последнему значительно более высокую стойкость к ультрафиолетовому излучению и погодным условиям. Это делает ASA предпочтительным выбором для деталей, предназначенных для использования на открытом воздухе, так как они не желтеют и не становятся хрупкими под воздействием солнечного света.
Кроме того, современные составы ASA, такие как предлагаемые компанией Techfil, часто демонстрируют улучшенную межслойную адгезию и сниженную склонность к деформации по сравнению с традиционным ABS, даже при сопоставимом КЛТР. Таким образом, выбор между этими двумя материалами должен основываться на конечном применении детали: ABS остается экономически эффективным решением для внутренних компонентов, в то время как ASA является превосходным материалом для функциональных и долговечных изделий, подверженных воздействию окружающей среды.
Системный подход: Триада «Оборудование–Материал–Программное обеспечение»
Достижение качественных и стабильных результатов при печати ASA и ABS невозможно путем простой корректировки одного или двух параметров в слайсере. Успех является функцией всей аддитивной системы, включающей три ключевых компонента: оборудование, материалы и программную калибровку. Нельзя компенсировать недостатки одного компонента за счет другого. Например, даже самый качественный и дорогой филамент не будет печататься без деформации на открытом принтере без термокамеры. Аналогично, самый совершенный принтер с активной термокамерой не сможет произвести прочную деталь из влажного, некачественного сырья. Данное руководство построено на системном подходе, последовательно рассматривая каждый элемент этой триады и объясняя, как их синергия позволяет контролировать тепловую историю детали и, как следствие, полностью устранить дефекты, связанные с усадкой.
Раздел 1: Фундамент успеха: Управление тепловым режимом
1.1. Золотой стандарт: Активные термокамеры
Активная термокамера — это не просто коробка, а сложная система управления климатом, являющаяся золотым стандартом для профессиональной печати ASA и ABS. В отличие от пассивных решений, она оснащена собственным нагревательным элементом (независимым от стола) и вентиляторами, которые обеспечивают принудительную циркуляцию горячего воздуха. Это создает внутри камеры изотермическую среду — равномерное температурное поле с минимальными градиентами. Целевая температура для ASA/ABS обычно поддерживается в диапазоне 60–80°C, что немного ниже температуры стеклования (Tg) материала.

Активная термокамера с системой контроля температуры
Ключевое преимущество активной термокамеры заключается в нейтрализации напряжений. Поддерживая высокую и стабильную температуру вокруг модели, активная камера минимизирует разницу температур между свежеуложенным слоем и уже напечатанной частью. Это кардинально снижает величину термической усадки и, как следствие, устраняет внутренние напряжения — первопричину деформации и растрескивания. Кроме того, повышенная температура окружающей среды позволяет слоям дольше оставаться в расплавленном или близком к нему состоянии, что способствует глубокой диффузии полимерных цепей через границу между слоями и формированию прочных химических связей. В результате детали, напечатанные в активной камере, обладают значительно более высокой прочностью по оси Z.
Важным нюансом, который отличает профессиональное оборудование, является стратегическое использование вентилятора обдува детали. В активной камере он циркулирует уже предварительно нагретый воздух. Это позволяет использовать его для охлаждения (например, на 20-50% при печати мостов и нависающих элементов) для лучшей детализации геометрии, не вызывая при этом термического шока, который в открытых системах приводит к трещинам. Основная функция активной камеры — это не просто нагрев, а контролируемое замедление скорости остывания всей модели, превращая процесс 3D-печати в своего рода процедуру отжига.
1.2. Сравнительный анализ профессиональных 3D-принтеров для ASA/ABS
Рынок 3D-принтеров за последние годы претерпел значительные изменения. Появился новый класс высокопроизводительных «просумерских» машин, которые сделали печать инженерными пластиками, такими как ASA, доступной и надежной. Эти принтеры, как правило, оснащены кинематикой CoreXY, прошивкой Klipper и, что самое важное, активными термокамерами, которые являются обязательным условием для успешной печати. Выбор правильного оборудования является первым и самым важным шагом. В таблице ниже представлены актуальные модели, отвечающие требованиям для профессиональной работы с ASA/ABS в ценовом сегменте до 5000 долларов.
Таблица 1: Сравнительный анализ 3D-принтеров с активной термокамерой (до $5000)
| Производитель и модель | Макс. темп. камеры (°C) | Макс. темп. сопла/стола (°C) | Область печати (мм) | Примерная цена ($) | Ключевые особенности |
|---|---|---|---|---|---|
| QIDI Tech Q1 Pro | 60 | 350 / 120 | 245 × 245 × 240 | 420-600 | Klipper, автокалибровка, датчик наличия филамента, компактность, отличное соотношение цены и качества |
| QIDI Tech Plus4 | 65 | 370 / 120 | 305 × 305 × 280 | 770-850 | Klipper, высокая скорость (600 мм/с), большой объем печати, второе поколение активного нагрева |
| QIDI Tech X-Max3 | 65 | 350 / 120 | 325 × 325 × 315 | 1099-1299 | Большой объем печати, высокая скорость до 600 мм/с, активная термокамера, корпусная конструкция |
| Bambu Lab H2D | 65 | 350 / 120 | 300 × 320 × 325 (Dual) | от 1999 | Независимая двойная экструзия (IDEX), сервоприводы с обратной связью, расширенные датчики, высокая точность |
| Creality K2 Plus | 60 | 350 / 120 | 350 × 350 × 350 | от 1299 | Очень большой объем печати, система смены филамента (CFS) для многоцветной печати, сервоприводы с обратной связью |
При выборе принтера для продвинутых задач, таких как печать с растворимыми поддержками, важно понимать архитектурные различия. Модели, подобные Creality K2 Plus, используют систему смены филамента (MMU) с одним соплом. Это означает, что при смене материала (например, с ASA на растворимую поддержку) принтер должен прочистить сопло, экструдируя значительное количество материала в специальную «башню очистки» (purge tower), что увеличивает время печати и расход дорогостоящего филамента. В противоположность этому, Bambu Lab H2D использует систему, аналогичную IDEX (Independent Dual Extrusion), где каждое сопло предназначено для своего материала и движется независимо. Это исключает необходимость в башне очистки, делая процесс печати разными материалами значительно более быстрым, экономичным и надежным.
1.3. Компромиссы и риски: Пассивные камеры и неконтролируемые боксы
Пассивная термокамера, или просто закрытый корпус, для поддержания температуры полагается исключительно на тепло, выделяемое печатным столом и хотэндом. Это создает неизбежный вертикальный температурный градиент: воздух у стола значительно теплее, чем в верхней части камеры. Однако реальная картина еще сложнее. Движение печатающей головки на высоких скоростях работает как лопасть миксера, создавая турбулентность и непредсказуемые потоки воздуха внутри камеры. В результате «лепестки» менее нагретого воздуха могут касаться любой части детали на любой высоте, вызывая локальное резкое охлаждение и возникновение внутренних напряжений. Это объясняет, почему даже в пассивной камере высокие детали из ASA/ABS могут страдать от расслоения и растрескивания в самых неожиданных местах, а не только в верхней части.
Размещение принтера, не предназначенного для работы в закрытом корпусе, в самодельную коробку — это не решение проблемы, а создание новых, гораздо более серьезных рисков. Такой подход создает неконтролируемую высокотемпературную среду, которая губительна для компонентов принтера:
- Перегрев электроники: Управляющие платы, драйверы шаговых двигателей и блоки питания не рассчитаны на работу при температуре окружающей среды 50−60°C, что приводит к их деградации и отказу.
- Деградация шаговых двигателей: В горячем корпусе двигатели могут перегреться, что приводит к необратимой потере магнитных свойств и крутящего момента.
- Термобарьерная пробка (Heat Creep): Горячий воздух перегружает систему охлаждения хотэнда, филамент размягчается до зоны плавления, что приводит к застреванию и образованию пробки.
Раздел 2: Филамент как инженерный материал
2.1. Управление гигроскопичностью: Обязательный протокол сушки
Филаменты ASA и ABS гигроскопичны, то есть они активно поглощают влагу из окружающего воздуха. Печать влажным филаментом является одной из самых распространенных и губительных ошибок. Когда пластик, содержащий влагу, попадает в горячий хотэнд, вода мгновенно испаряется, образуя пузырьки пара внутри экструдируемой нити. Это приводит к целому ряду проблем: щелчкам и шипению во время печати, образованию «паутины» (stringing), шероховатой и пористой поверхности детали и, что самое критичное, к катастрофическому падению межслойной адгезии. Слои просто не могут надежно сцепиться друг с другом из-за паровых пустот.
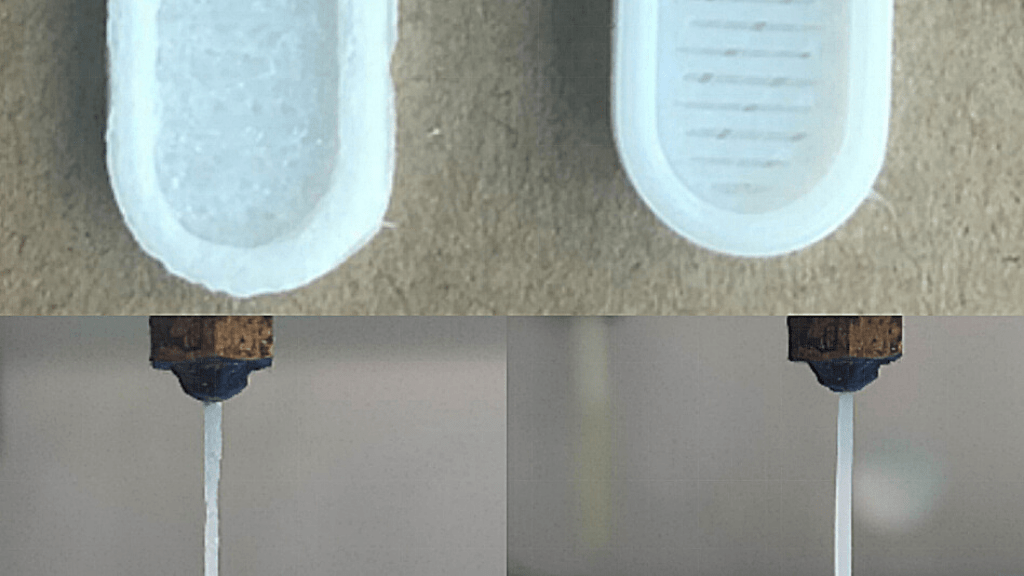
Влияние влажности филамента на качество печати
Поэтому сушка филамента — это не рекомендация, а обязательная процедура, предваряющая печать.
- Стандартная операционная процедура: Перед печатью филамент необходимо просушить в специальном устройстве для сушки или в бытовой духовке с функцией конвекции и точным контролем температуры.
- Параметры сушки для ASA и ABS: Температура 65–80°C в течение 4–6 часов.
- Профессиональный подход: Для очень длинных или ответственных проектов рекомендуется печатать непосредственно из сушильного аппарата, чтобы исключить повторное поглощение влаги во время печати.
Печать непросушенным филаментом делает бессмысленными все остальные усилия по калибровке принтера и настроек.
Раздел 3: Продвинутая калибровка слайсера: Управление тепловой историей
3.1. Оптимизация температурных профилей и скорости
Настройки слайсера позволяют точно контролировать, как именно энергия подводится к материалу и как он остывает.
- Температура сопла (250–300°C): Современные высокопроизводительные хотэнды и качественные филаменты требуют более высоких температур. Цель — найти максимальную температуру, которая обеспечивает наилучшее спекание слоев (максимальную прочность), но еще не приводит к термической деградации пластика или потере геометрии. Единственный надежный способ ее определить — напечатать температурную башню для каждой новой катушки, визуально и механически оценив прочность на разрыв на разных температурных участках.
- Температура стола (100–120°C): Печатная платформа должна быть нагрета достаточно сильно, чтобы поддерживать первые слои модели при температуре, близкой к их Tg, предотвращая их преждевременную усадку и отрыв.
- Скорость: В общем случае для ASA/ABS рекомендуются умеренные скорости печати (например, 40–80 мм/с). Однако на современных принтерах с кинематикой CoreXY и активной термокамерой вполне достижимы и более высокие скорости (до 600 мм/с на некоторых моделях), так как стабильная температура в камере обеспечивает необходимое для спекания тепло. Начинать следует со стандартных профилей принтера и снижать скорость только в случае возникновения проблем с межслойной адгезией.
3.2. Дилемма высоты слоя: Прочность против напряжения
Вопрос о влиянии высоты слоя на прочность и деформацию представляет собой инженерный компромисс с двумя конкурирующими теориями.
Теория 1: Толстые слои (0.2–0.3 мм) для прочности
Аргумент в пользу толстых слоев заключается в том, что они обладают большей тепловой массой. При укладке такой слой способен лучше прогреть предыдущий, способствуя более глубокому плавлению и диффузии полимеров, что улучшает межслойную адгезию.
Теория 2: Тонкие слои (< 0.2 мм) для снижения напряжений
Контраргумент состоит в том, что каждый отдельный тонкий слой содержит меньше материала и, следовательно, при остывании генерирует меньшую силу усадки. Это приводит к снижению общего накопленного внутреннего напряжения в детали.
Синтез и практические рекомендации:
Оптимальный выбор зависит от геометрии детали и качества термокамеры. В профессиональной активной камере этот выбор менее критичен, и высота слоя может быть оптимизирована для скорости и качества поверхности. В пассивной камере использование более толстого слоя может быть вынужденной мерой для удержания тепла. Хорошей отправной точкой для большинства задач является высота слоя около 0.2 мм.
3.3. Стратегии обдува и первого слоя
Основное правило остается неизменным: вентилятор обдува должен быть выключен или работать на очень низкой мощности (<20%) на протяжении большей части печати, чтобы предотвратить резкое локальное охлаждение. Стратегические исключения применяются для печати мостов, крутых нависаний или деталей с очень малым временем печати слоя. Как уже упоминалось, в активной термокамере использование вентилятора гораздо безопаснее, так как он циркулирует уже горячий воздух. Для первого слоя всегда рекомендуется использовать пониженную скорость и повышенную температуру, а также добавлять кайму (Brim) или подложку (Raft) для увеличения площади контакта и надежной фиксации детали.
Раздел 4: Наука адгезии: Современные поверхности и инженерные адгезивы
4.1. Эволюция печатных поверхностей
Стеклянные столы и гладкие PEI-пленки сегодня считаются устаревшими решениями для печати ASA и ABS. Современные принтеры используют гибкие стальные листы со специализированными покрытиями, которые обеспечивают превосходную адгезию при высоких температурах и легкое снятие детали после остывания.
Текстурированный PEI

Текстурированный PEI лист с шершавой поверхностью
Один из наилучших универсальных вариантов. Шершавая текстуа, созданная порошшовым напылением полиэфиримида PEI), обеспечивает огромную площадь контакта для механического сцепления.
Гаролит (G10/FR4)

Гаролит G10/FR4 - листовой материал на основе стеклоткани
Листовой материал на основе стеклоткани, пропитанный эпоксидной смолой. Демонстрирует исключительную адгезию к широкому спектру инженерных пластиков, включая ASA/ABS и Nylon.
PEX

PEX - современная альтернатива PEI с лучшей термостойкостью
Более новая альтернатива PEI, которая предлагает похожие адгезивные свойства, но с улучшенной термостойкостью, что делает ее отличным выбором для высокотемпературных материалов.
Таблица 2: Матрица производительности современных печатных поверхностей для ABS/ASA
| Тип поверхности | Адгезия к ABS/ASA | Легкость снятия | Макс. темп. стола (°C) | Долговечность и уход | Основное применение |
|---|---|---|---|---|---|
| Текстурированный PEI | Отличная | Легко (после остывания) | ~120 | Высокая; чистка изопропиловым спиртом (IPA) | Универсальная печать ABS/ASA, PETG |
| Гладкий PEI | Хорошая | Умеренно (риск слишком сильного прилипания) | ~120 | Средняя (легко царапается); чистка IPA, требует адгезивов | Гладкая нижняя поверхность |
| Гаролит (G10/FR4) | Отличная | Умеренно | ~120 | Очень высокая; чистка мыльной водой, IPA | Детали с высокой деформацией, Nylon, PC |
| PEX | Отличная | Легко (после остывания) | >130 | Высокая; чистка IPA | Высокотемпературные материалы (ABS, ASA, PC) |
4.2. Инженерные адгезивы: От универсальных до новаторских
Самодельный «ABS-сок» (раствор ABS в ацетоне) является устаревшим, нестабильным по составу и потенциально опасным методом. Современная промышленность предлагает инженерные адгезивы, разработанные специально для 3D-печати. Их можно разделить на несколько функциональных категорий.
- Универсальные термореактивные адгезивы: Эти продукты меняют свои свойства в зависимости от температуры. При нагревании они обеспечивают очень сильную адгезию, а при остывании их структура меняется, и они теряют клеящие свойства, что позволяет детали легко отделиться от стола. Лидером здесь является Magigoo Original, который эффективен для ABS, ASA, PLA и PETG. Аналогичным образом работает Wolfbite Original, также предназначенный для ABS, PETG и TPU.
- Универсальные спреи-фиксаторы: Продукты, такие как 3DLAC, представляют собой специальный лак в виде спрея. Он создает тонкую, равномерную пленку, которая обеспечивает отличную адгезию для широкого спектра материалов, включая PLA, ABS и PETG, и помогает предотвратить деформацию. Его главное преимущество — простота и скорость нанесения.
- Специализированные и новаторские адгезивы: Некоторые продукты разработаны специально для конкретных пластиков и могут выполнять двойную функцию. 3D Gloop! for ABS/ASA — это мощный адгезив на основе растворителя, который не только обеспечивает непревзойденную адгезию к столу, но и используется для химического сваривания деталей из ABS/ASA на этапе постобработки, создавая чрезвычайно прочные швы.
4.3. Протоколы нанесения: Как правильно применять адгезивы
Правильное нанесение адгезива так же важно, как и его выбор. Цель — создать тонкий, однородный интерфейсный слой.
- Спреи (3DLAC): Наносите на холодный, чистый стол коротким распылением с расстояния 20-30 см. Рекомендуется вынимать стол из принтера, чтобы избежать попадания спрея на механические компоненты и электронику.
- Аппликаторы (Magigoo, Wolfbite): Перед использованием хорошо встряхните флакон. Надавите аппликатором на холодную поверхность стола, чтобы открыть клапан, и равномерно распределите тонкий слой жидкости по всей области печати. Один слой может быть эффективен для нескольких отпечатков.
- Кисти (3D Gloop!): Используйте встроенную кисть для нанесения очень тонкого слоя на холодный стол. Поскольку это продукт на основе сильных растворителей, работайте в хорошо проветриваемом помещении и избегайте контакта с кожей.
Раздел 5: Продвинутые стратегии: Мультиматериальная печать
5.1. Рафт и интерфейс из несовместимого материала
Поддержки, напечатанные из того же материала, что и основная деталь, химически свариваются с ней, и их удаление оставляет на поверхности дефекты. Решение этой проблемы кроется в использовании химической несовместимости материалов.
PETG как интерфейс и рафт для ABS/ASA:
Эта техника, ранее вызывавшая сомнения, подтверждена практикой и является чрезвычайно эффективной. Филаменты PETG и ABS/ASA имеют пересекающиеся температурные диапазоны печати, но не образуют прочной химической связи. Это свойство можно использовать двумя способами:
- Интерфейс поддержки: Основная часть поддержек печатается из ABS/ASA, а самые верхние, контактные слои (интерфейс) — из PETG с нулевым зазором по оси Z. Деталь будет лежать на поддержках, но не приварится к ним, что позволяет отделить их после печати без усилий, оставляя идеально гладкую поверхность.
- Рафт (подложка): Весь рафт печатается из PETG. Это полностью решает проблему адгезии ABS/ASA к столу, так как PETG отлично прилипает к большинству поверхностей. Деталь из ABS/ASA прочно держится на рафте во время печати, но после остывания легко отделяется от него. Дополнительным преимуществом является возможность использовать более низкую температуру стола (например, 80–90°C, оптимальную для PETG), что снижает энергопотребление.
В качестве альтернативы для ABS традиционно используется HIPS (ударопрочный полистирол) в качестве отламываемой или растворимой в d-лимонене поддержки.
5.2. Сложные геометрии с растворимыми поддержками
Для деталей со сложной внутренней геометрией, откуда невозможно механически удалить поддержки, единственным решением является использование растворимых материалов. Однако выбор материала поддержки критически важен.
Несостоятельность стандартного PVA:
Обычный водорастворимый филамент PVA (поливиниловый спирт) не подходит для работы с ASA/ABS. Он имеет низкую температуру стеклования и начинает термически деградировать и забивать сопло при высоких температурах, необходимых для печати стирольных сополимеров. Разные производители PVA могут иметь разные параметры, но общая несовместимость по температуре делает его ненадежным выбором.
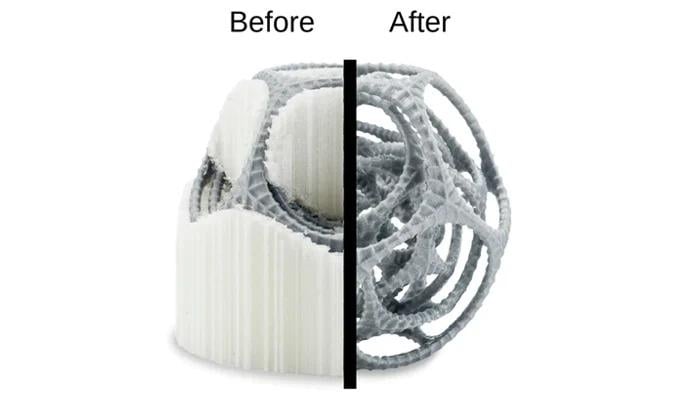
Растворимые поддержки: до и после удаления
Профессиональные растворимые материалы для ABS/ASA:
Для надежной печати следует использовать специализированные высокотемпературные растворимые материалы.
- BVOH (Сополимер бутендиола и винилового спирта): Это современный стандарт для водорастворимых поддержек. BVOH обладает более высокой термостойкостью, чем PVA, и демонстрирует отличную адгезию к широкому спектру материалов, включая ABS и ASA. Он полностью растворяется в теплой воде.
- AquaSys 120: Это инженерный материал поддержки премиум-класса. Он разработан для стабильной работы при температуре стола до 120°C и в камере до 80−120°C, что делает его идеально совместимым с условиями печати ASA/ABS в активной термокамере. Кроме того, он растворяется в обычной воде значительно быстрее, чем PVA или BVOH.
Успешная печать с растворимыми поддержками практически невозможна без принтера с двумя независимыми экструдерами (IDEX) или высокоэффективной системы смены филамента, чтобы предотвратить перекрестное загрязнение материалов и обеспечить надежность процесса.
Заключение
Успешная печать филаментами ASA и ABS — это результат применения системного подхода, где каждый элемент процесса играет свою решающую роль. Фундаментом является создание контролируемой тепловой среды, которую в идеале обеспечивает 3D-принтер с активной термокамерой. Это позволяет нейтрализовать внутренние напряжения, являющиеся первопричиной деформации и растрескивания. На этом фундаменте строится дальнейший успех, который зависит от использования качественного, предварительно высушенного филамента, применения современных печатных поверхностей (таких как текстурированный PEI или гаролит) и тщательно откалиброванных параметров слайсера. Продвинутые техники, такие как использование несовместимых или растворимых материалов для поддержек, открывают возможности для создания деталей сложнейшей геометрии без компромиссов в качестве. Отказ от устаревших методов в пользу профессионального оборудования и инженерных адгезивов является ключевым шагом на пути к стабильным и воспроизводимым результатам.
Комплексный чек-лист перед печатью ASA/ABS
Материал:
Оборудование (Принтер):
Программное обеспечение (Слайсер):
Процесс:
Устали от неудачных попыток? Наши ABS и ASA имеют стабильную формулу для минимизации усадки. Следуйте нашему чек-листу, обеспечьте принтеру термокамеру и подберите цвет на https://techfil.com.ua/abs/ или https://techfil.com.ua/asa/ в 2025 году.














