

ASA/ABS: Інженерне керівництво з усунення деформації та розтріскування
Системний підхід до професійного 3D-друку інженерними пластиками
Вступ
Фізика відмови: Основи термічного напруження в стирольних сополімерах
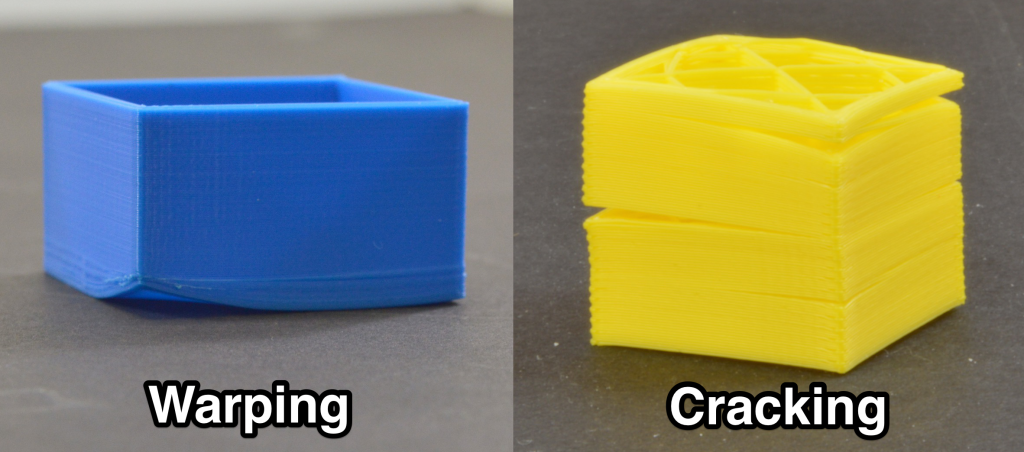
Деформація (warping), відшарування кутів і розтріскування стінок при 3D-друці філаментами з акрилонітрилбутадієнстиролу (ABS) і акрилонітрилстиролакрилату (ASA) — це не випадкові дефекти, а пряме наслідок фундаментальних фізичних властивостей цих матеріалів. ABS і ASA є аморфними полімерами, що характеризуються відносно високим коефіцієнтом лінійного теплового розширення (КЛТР) і температурою склування (Tg).
Проблема виникає через внутрішні напруження, які генеруються в процесі охолодження. Коли розплавлений пластик, екструдований при температурі близько 260°C, контактує з більш холодним попереднім шаром або навколишнім середовищем, він починає швидко остигати і стискатися. Оскільки нижні шари вже приклеєні до друкарської платформи і частково затверділи, їх усадка обмежена. Верхні ж шари, остигаючи, стискаються сильніше, створюючи сили, які буквально відривають кути моделі від столу або розривають стінки деталі по лініях шарів. Таким чином, успішний друк цими матеріалами — це не пошук «чарівних налаштувань», а систематичний інженерний підхід до управління тепловим градієнтом і мінімізації внутрішніх напружень протягом усього процесу друку.
ASA проти ABS: Сучасний погляд на вибір матеріалу
Хоча ASA і ABS часто розглядаються як взаємозамінні матеріали через схожі температурні вимоги і механічні характеристики, ASA являє собою більш сучасну і вдосконалену формулу. Ключова відмінність полягає в заміні бутадієнового каучуку (в ABS) на акрилатний каучук (в ASA), що надає останньому значно більш високу стійкість до ультрафіолетового випромінювання і погодних умов. Це робить ASA кращим вибором для деталей, призначених для використання на відкритому повітрі, оскільки вони не жовтіють і не стають крихкими під впливом сонячного світла.
Крім того, сучасні склади ASA, такі як пропоновані компанією Techfil, часто демонструють поліпшену міжшарову адгезію і знижену схильність до деформації порівняно з традиційним ABS, навіть при порівнянному КЛТР. Таким чином, вибір між цими двома матеріалами повинен ґрунтуватися на кінцевому застосуванні деталі: ABS залишається економічно ефективним рішенням для внутрішніх компонентів, тоді як ASA є чудовим матеріалом для функціональних і довговічних виробів, що піддаються впливу навколишнього середовища.
Системний підхід: Тріада «Обладнання–Матеріал–Програмне забезпечення»
Досягнення якісних і стабільних результатів при друці ASA і ABS неможливе шляхом простого коригування одного або двох параметрів у слайсері. Успіх є функцією всієї адитивної системи, що включає три ключові компоненти: обладнання, матеріали і програмне калібрування. Не можна компенсувати недоліки одного компонента за рахунок іншого. Наприклад, навіть найякісніший і дорогий філамент не буде друкуватися без деформації на відкритому принтері без термокамери. Аналогічно, найдосконаліший принтер з активною термокамерою не зможе виробити міцну деталь з вологого, неякісного сировини. Дане керівництво побудовано на системному підході, послідовно розглядаючи кожен елемент цієї тріади і пояснюючи, як їх синергія дозволяє контролювати теплову історію деталі і, як наслідок, повністю усунути дефекти, пов'язані з усадкою.
Розділ 1: Фундамент успіху: Управління тепловим режимом
1.1. Золотий стандарт: Активні термокамери

Активна термокамера — це не просто коробка, а складна система управління кліматом, що є золотим стандартом для професійного друку ASA і ABS. На відміну від пасивних рішень, вона оснащена власним нагрівальним елементом (незалежним від столу) і вентиляторами, які забезпечують примусову циркуляцію гарячого повітря. Це створює всередині камери ізотермічне середовище — рівномірне температурне поле з мінімальними градієнтами. Цільова температура для ASA/ABS зазвичай підтримується в діапазоні 60–80°C, що трохи нижче температури склування (Tg) матеріалу.
Ключова перевага активної термокамери полягає в нейтралізації напружень. Підтримуючи високу і стабільну температуру навколо моделі, активна камера мінімізує різницю температур між свіжопокладеним шаром і вже надрукованою частиною. Це кардинально знижує величину термічної усадки і, як наслідок, усуває внутрішні напруження — першопричину деформації і розтріскування. Крім того, підвищена температура навколишнього середовища дозволяє шарам довше залишатися в розплавленому або близькому до нього стані, що сприяє глибокій дифузії полімерних ланцюгів через межу між шарами і формуванню міцних хімічних зв'язків. В результаті деталі, надруковані в активній камері, мають значно більш високу міцність по осі Z.
Важливим нюансом, який відрізняє професійне обладнання, є стратегічне використання вентилятора обдуву деталі. В активній камері він циркулює вже попередньо нагріте повітря. Це дозволяє використовувати його для охолодження (наприклад, на 20-50% при друці мостів і нависаючих елементів) для кращої деталізації геометрії, не викликаючи при цьому термічного шоку, який у відкритих системах призводить до тріщин. Основна функція активної камери — це не просто нагрів, а контрольоване уповільнення швидкості остигання всієї моделі, перетворюючи процес 3D-друку на своєрідну процедуру відпалу.
1.2. Порівняльний аналіз професійних 3D-принтерів для ASA/ABS
Ринок 3D-принтерів за останні роки зазнав значних змін. З'явився новий клас високопродуктивних «просум'єрських» машин, які зробили друк інженерними пластиками, такими як ASA, доступним і надійним. Ці принтери, як правило, оснащені кінематикою CoreXY, прошивкою Klipper і, що найважливіше, активними термокамерами, які є обов'язковою умовою для успішного друку. Вибір правильного обладнання є першим і найважливішим кроком. У таблиці нижче представлені актуальні моделі, що відповідають вимогам для професійної роботи з ASA/ABS у ціновому сегменті до 5000 доларів.
Таблиця 1: Порівняльний аналіз 3D-принтерів з активною термокамерою (до $5000)
| Виробник і модель | Макс. темп. камери (°C) | Макс. темп. сопла/столу (°C) | Область друку (мм) | Орієнтовна ціна ($) | Ключові особливості |
|---|---|---|---|---|---|
| QIDI Tech Q1 Pro | 60 | 350 / 120 | 245 x 245 x 240 | 420-600 | Klipper, автокалібрування, датчик наявності філаменту, компактність, відмінне співвідношення ціни і якості |
| QIDI Tech Plus4 | 65 | 370 / 120 | 305 x 305 x 280 | 770-850 | Klipper, висока швидкість (600 мм/с), великий обсяг друку, друге покоління активного нагріву |
| QIDI Tech X-Max3 | 65 | 350 / 120 | 325 x 325 x 315 | 1099-1299 | Великий обсяг друку, висока швидкість до 600 мм/с, активна термокамера, корпусна конструкція |
| Bambu Lab H2D | 65 | 350 / 120 | 300 x 320 x 325 (Dual) | від 1999 | Незалежна подвійна екструзія (IDEX), сервоприводи зі зворотним зв'язком, розширені датчики, висока точність |
| Creality K2 Plus | 60 | 350 / 120 | 350 x 350 x 350 | від 1299 | Дуже великий обсяг друку, система зміни філаменту (CFS) для багатокольорового друку, сервоприводи зі зворотним зв'язком |
При виборі принтера для продвинутих завдань, таких як друк з розчинними підтримками, важливо розуміти архітектурні відмінності. Моделі, подібні до Creality K2 Plus, використовують систему зміни філаменту (MMU) з одним соплом. Це означає, що при зміні матеріалу (наприклад, з ASA на розчинну підтримку) принтер повинен очистити сопло, екструдуючи значну кількість матеріалу в спеціальну «башту очищення» (purge tower), що збільшує час друку і витрату дорогого філаменту. На противагу цьому, Bambu Lab H2D використовує систему, аналогічну IDEX (Independent Dual Extrusion), де кожне сопло призначене для свого матеріалу і рухається незалежно. Це виключає необхідність у башті очищення, роблячи процес друку різними матеріалами значно більш швидким, економічним і надійним.
1.3. Компроміси і ризики: Пасивні камери і неконтрольовані бокси
Пасивна термокамера, або просто закритий корпус, для підтримання температури покладається виключно на тепло, що виділяється друкарським столом і хотендом. Це створює неминучий вертикальний температурний градієнт: повітря біля столу значно тепліше, ніж у верхній частині камери. Однак реальна картина ще складніша. Рух друкуючої головки на високих швидкостях працює як лопать міксера, створюючи турбулентність і непередбачувані потоки повітря всередині камери. В результаті «пелюстки» менш нагрітого повітря можуть торкатися будь-якої частини деталі на будь-якій висоті, викликаючи локальне різке охолодження і виникнення внутрішніх напружень. Це пояснює, чому навіть у пасивній камері високі деталі з ASA/ABS можуть страждати від розшарування і розтріскування в найнесподіваніших місцях, а не тільки у верхній частині.
Попередження:
Розміщення принтера, не призначеного для роботи в закритому корпусі, в саморобний ящик — це не вирішення проблеми, а створення нових, набагато більш серйозних ризиків. Такий підхід створює неконтрольоване високотемпературне середовище, яке згубне для компонентів принтера:
- • Перегрів електроніки: Управляючі плати, драйвери крокових двигунів і блоки живлення не розраховані на роботу при температурі навколишнього середовища 50-60°C, що призводить до їх деградації і відмови.
- • Деградація крокових двигунів: У гарячому корпусі двигуни можуть перегрітися, що призводить до незворотної втрати магнітних властивостей і крутного моменту.
- • Термобар'єрна пробка (Heat Creep): Гаряче повітря перевантажує систему охолодження хотенда, філамент розм'якшується до зони плавлення, що призводить до застрягання і утворення пробки.
Розділ 2: Філамент як інженерний матеріал
2.1. Управління гігроскопічністю: Обов'язковий протокол сушіння
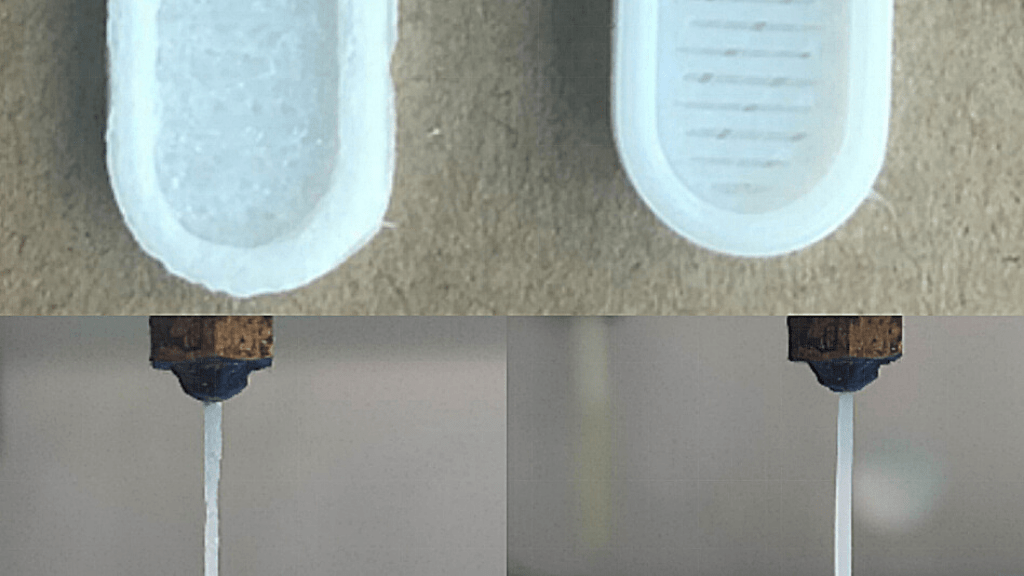
Філаменти ASA і ABS гігроскопічні, тобто вони активно поглинають вологу з навколишнього повітря. Друк вологим філаментом є однією з найпоширеніших і згубних помилок. Коли пластик, що містить вологу, потрапляє в гарячий хотенд, вода миттєво випаровується, утворюючи бульбашки пари всередині екструдованої нитки. Це призводить до цілого ряду проблем: клацанню і шипінню під час друку, утворенню «павутини» (stringing), шорсткій і пористій поверхні деталі і, що найкритичніше, до катастрофічного падіння міжшарової адгезії. Шари просто не можуть надійно зчепитися один з одним через парові пустоти.
Тому сушіння філаменту — це не рекомендація, а обов'язкова процедура, що передує друку.
- Стандартна операційна процедура: Перед друком філамент необхідно просушити в спеціальному пристрої для сушіння або в побутовій духовці з функцією конвекції і точним контролем температури.
- Параметри сушіння для ASA і ABS: Температура 65–80°C протягом 4–6 годин.
- Професійний підхід: Для дуже довгих або відповідальних проектів рекомендується друкувати безпосередньо з сушильної установки, щоб виключити повторне поглинання вологи під час друку.
Друк непросушеним філаментом робить безглуздими всі інші зусилля з калібрування принтера і налаштувань.
Розділ 3: Продвинуте калібрування слайсера: Управління тепловою історією
3.1. Оптимізація температурних профілів і швидкості
Налаштування слайсера дозволяють точно контролювати, як саме енергія підводиться до матеріалу і як він остигає.
- Температура сопла (250–300°C): Сучасні високопродуктивні хотенди і якісні філаменти вимагають більш високих температур. Мета — знайти максимальну температуру, яка забезпечує найкраще спікання шарів (максимальну міцність), але ще не призводить до термічної деградації пластику або втрати геометрії. Єдиний надійний спосіб її визначити — надрукувати температурну башту для кожної нової котушки, візуально і механічно оцінивши міцність на розрив на різних температурних ділянках.
- Температура столу (100–120°C): Друкарська платформа повинна бути нагріта достатньо сильно, щоб підтримувати перші шари моделі при температурі, близькій до їх Tg, запобігаючи їх передчасній усадці і відриву.
- Швидкість: В загальному випадку для ASA/ABS рекомендуються помірні швидкості друку (наприклад, 40–80 мм/с). Однак на сучасних принтерах з кінематикою CoreXY і активною термокамерою цілком досяжні і більш високі швидкості (до 600 мм/с на деяких моделях), оскільки стабільна температура в камері забезпечує необхідне для спікання тепло. Починати слід зі стандартних профілів принтера і знижувати швидкість тільки в разі виникнення проблем з міжшаровою адгезією.
3.2. Дилема висоти шару: Міцність проти напруження
Питання про вплив висоти шару на міцність і деформацію являє собою інженерний компроміс з двома конкуруючими теоріями.
Теорія 1: Товсті шари (0.2–0.3 мм) для міцності
Аргument на користь товстих шарів полягає в тому, що вони мають більшу теплову масу. При укладанні такий шар здатний краще прогріти попередній, сприяючи більш глибокому плавленню і дифузії полімерів, що поліпшує міжшарову адгезію.
Теорія 2: Тонкі шари (< 0.2 мм) для зниження напружень
Контраргумент полягає в тому, що кожен окремий тонкий шар містить менше матеріалу і, отже, при остиганні генерує меншу силу усадки. Це призводить до зниження загального накопиченого внутрішнього напруження в деталі.
Синтез і практичні рекомендації: Оптимальний вибір залежить від геометрії деталі і якості термокамери. У професійній активній камері цей вибір менш критичний, і висота шару може бути оптимізована для швидкості і якості поверхні. У пасивній камері використання більш товстого шару може бути вимушеним заходом для утримання тепла. Хорошою відправною точкою для більшості завдань є висота шару близько 0.2 мм.
3.3. Стратегії обдуву і першого шару
Основне правило залишається незмінним: вентилятор обдуву повинен бути вимкнений або працювати на дуже низькій потужності (<20%) протягом більшої частини друку, щоб запобігти різкому локальному охолодженню. Стратегічні винятки застосовуються для друку мостів, крутих нависань або деталей з дуже малим часом друку шару. Як вже згадувалося, в активній термокамері використання вентилятора набагато безпечніше, оскільки він циркулює вже гаряче повітря. Для першого шару завжди рекомендується використовувати знижену швидкість і підвищену температуру, а також додавати облямівку (Brim) або підкладку (Raft) для збільшення площі контакту і надійної фіксації деталі.
Розділ 4: Наука адгезії: Сучасні поверхні та інженерні адгезиви
4.1. Еволюція друкарських поверхонь
Скляні столи і гладкі PEI-плівки сьогодні вважаються застарілими рішеннями для друку ASA і ABS. Сучасні принтери використовують гнучкі сталеві листи зі спеціалізованими покриттями, які забезпечують чудову адгезію при високих температурах і легке зняття деталі після остигання.
Текстурований PEI

Текстурований PEI лист з шорсткою поверхнею
Один з найкращих універсальних варіантів. Шорстка текстура, створена порошковим напиленням поліефіриміду (PEI), забезпечує величезну площу контакту для механічного зчеплення.
Гароліт (G10/FR4)

Гароліт G10/FR4 - листовий матеріал на основі склотканини
Листовий матеріал на основі склотканини, просочений епоксидною смолою. Демонструє видатну адгезію до широкого спектру інженерних пластиків, включаючи ASA/ABS та Nylon.
PEX

PEX - сучасна альтернатива PEI з покращеною термостійкістю
Більш нова альтернатива PEI, що пропонує схожі адгезійні властивості, але з покращеною термостійкістю, що робить її відмінним вибором для високотемпературних матеріалів.
Таблиця 2: Матриця продуктивності сучасних друкарських поверхонь для ABS/ASA
| Тип поверхні | Адгезія до ABS/ASA | Легкість зняття | Макс. темп. столу (°C) | Довговічність і догляд | Основне застосування |
|---|---|---|---|---|---|
| Текстурований PEI | Відмінна | Легко (після остигання) | ~120 | Висока; чищення ізопропіловим спиртом (IPA) | Універсальний друк ABS/ASA, PETG |
| Гладкий PEI | Хороша | Помірно (ризик занадто сильного прилипання) | ~120 | Середня (легко дряпається); чищення IPA, потребує адгезивів | Гладка нижня поверхня |
| Гароліт (G10/FR4) | Відмінна | Помірно | ~120 | Дуже висока; чищення мильною водою, IPA | Деталі з високою деформацією, Nylon, PC |
| PEX | Відмінна | Легко (після остигання) | >130 | Висока; чищення IPA | Високотемпературні матеріали (ABS, ASA, PC) |
4.2. Інженерні адгезиви: Від універсальних до новаторських
Саморобний «ABS-сік» (розчин ABS в ацетоні) є застарілим, нестабільним за складом і потенційно небезпечним методом. Сучасна промисловість пропонує інженерні адгезиви, розроблені спеціально для 3D-друку. Їх можна розділити на кілька функціональних категорій.
- Універсальні термореактивні адгезиви: Ці продукти змінюють свої властивості залежно від температури. При нагріванні вони забезпечують дуже сильну адгезію, а при остиганні їх структура змінюється, і вони втрачають клеючі властивості, що дозволяє деталі легко відділитися від столу. Лідером тут є Magigoo Original, який ефективний для ABS, ASA, PLA і PETG. Аналогічним чином працює Wolfbite Original, також призначений для ABS, PETG і TPU.
- Універсальні спреї-фіксатори: Продукти, такі як 3DLAC, являють собою спеціальний лак у вигляді спрею. Він створює тонку, рівномірну плівку, яка забезпечує відмінну адгезію для широкого спектру матеріалів, включаючи PLA, ABS і PETG, і допомагає запобігти деформації. Його головна перевага — простота і швидкість нанесення.
- Спеціалізовані і новаторські адгезиви: Деякі продукти розроблені спеціально для конкретних пластиків і можуть виконувати подвійну функцію. 3D Gloop! for ABS/ASA — це потужний адгезив на основі розчинника, який не тільки забезпечує неперевершену адгезію до столу, але і використовується для хімічного зварювання деталей з ABS/ASA на етапі постобробки, створюючи надзвичайно міцні шви.
4.3. Протоколи нанесення: Як правильно застосовувати адгезиви
Правильне нанесення адгезиву так само важливе, як і його вибір. Мета — створити тонкий, однорідний інтерфейсний шар.
- Спреї (3DLAC): Наносьте на холодний, чистий стіл коротким розпиленням з відстані 20-30 см. Рекомендується виймати стіл з принтера, щоб уникнути потрапляння спрею на механічні компоненти і електроніку.
- Аплікатори (Magigoo, Wolfbite): Перед використанням добре струсіть флакон. Натисніть аплікатором на холодну поверхню столу, щоб відкрити клапан, і рівномірно розподіліть тонкий шар рідини по всій області друку. Один шар може бути ефективний для кількох відбитків.
- Пензлі (3D Gloop!): Використовуйте вбудований пензель для нанесення дуже тонкого шару на холодний стіл. Оскільки це продукт на основі сильних розчинників, працюйте в добре провітрюваному приміщенні і уникайте контакту зі шкірою.
Розділ 5: Продвинуті стратегії: Мультиматеріальний друк
5.1. Рафт і інтерфейс з несумісного матеріалу
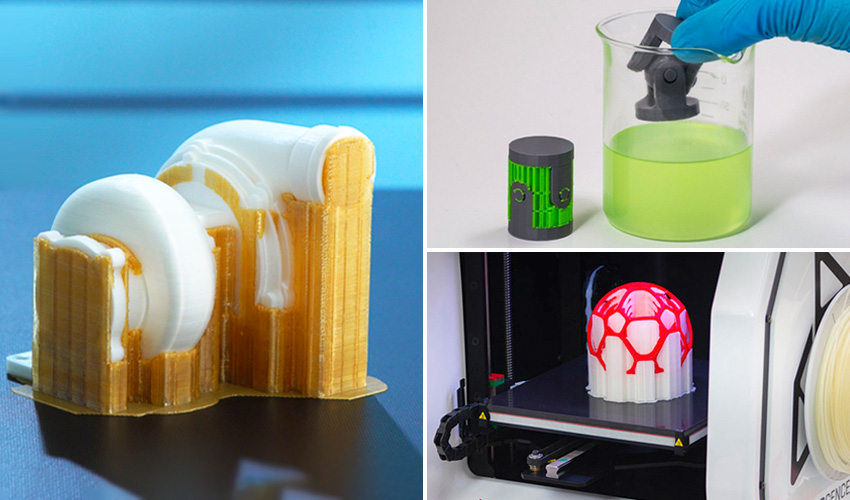
Підтримки, надруковані з того ж матеріалу, що і основна деталь, хімічно зварюються з нею, і їх видалення залишає на поверхні дефекти. Рішення цієї проблеми криється у використанні хімічної несумісності матеріалів.
PETG як інтерфейс і рафт для ABS/ASA:
Ця техніка, раніше викликала сумніви, підтверджена практикою і є надзвичайно ефективною. Філаменти PETG і ABS/ASA мають перетинаючі температурні діапазони друку, але не утворюють міцного хімічного зв'язку. Цю властивість можна використовувати двома способами:
- Інтерфейс підтримки: Основна частина підтримок друкується з ABS/ASA, а самі верхні, контактні шари (інтерфейс) — з PETG з нульовим зазором по осі Z. Деталь буде лежати на підтримках, але не приварюється до них, що дозволяє відділити їх після друку без зусиль, залишаючи ідеально гладку поверхню.
- Рафт (підкладка): Весь рафт друкується з PETG. Це повністю вирішує проблему адгезії ABS/ASA до столу, оскільки PETG відмінно прилипає до більшості поверхонь. Деталь з ABS/ASA міцно тримається на рафті під час друку, але після остигання легко відділяється від нього. Додатковою перевагою є можливість використовувати більш низьку температуру столу (наприклад, 80–90°C, оптимальну для PETG), що знижує енергоспоживання.
В якості альтернативи для ABS традиційно використовується HIPS (ударостійкий полістирол) в якості відламуваної або розчинної в d-лімонені підтримки.
5.2. Складні геометрії з розчинними підтримками
Для деталей зі складною внутрішньою геометрією, звідки неможливо механічно видалити підтримки, єдиним рішенням є використання розчинних матеріалів. Однак вибір матеріалу підтримки критично важливий.
Неспроможність стандартного PVA:
Звичайний водорозчинний філамент PVA (полівініловий спирт) не підходить для роботи з ASA/ABS. Він має низьку температуру склування і починає термічно деградувати і забивати сопло при високих температурах, необхідних для друку стирольних сополімерів. Різні виробники PVA можуть мати різні параметри, але загальна несумісність за температурою робить його ненадійним вибором.
Професійні розчинні матеріали для ABS/ASA:
Для надійного друку слід використовувати спеціалізовані високотемпературні розчинні матеріали.
- BVOH (Сополімер бутендіолу і вінілового спирту): Це сучасний стандарт для водорозчинних підтримок. BVOH має більш високу термостійкість, ніж PVA, і демонструє відмінну адгезію до широкого спектру матеріалів, включаючи ABS і ASA. Він повністю розчиняється в теплій воді.
- AquaSys 120: Це інженерний матеріал підтримки преміум-класу. Він розроблений для стабільної роботи при температурі столу до 120°C і в камері до 80-120°C, що робить його ідеально сумісним з умовами друку ASA/ABS в активній термокамері. Крім того, він розчиняється в звичайній воді значно швидше, ніж PVA або BVOH.
Успішний друк з розчинними підтримками практично неможливий без принтера з двома незалежними екструдерами (IDEX) або високоефективної системи зміни філаменту, щоб запобігти перехресному забрудненню матеріалів і забезпечити надійність процесу.
Висновок і підсумковий чек-ліст
Успішний друк філаментами ASA і ABS — це результат застосування системного підходу, де кожен елемент процесу грає свою вирішальну роль. Фундаментом є створення контрольованого теплового середовища, яке в ідеалі забезпечує 3D-принтер з активною термокамерою. Це дозволяє нейтралізувати внутрішні напруження, що є першопричиною деформації і розтріскування. На цьому фундаменті будується подальший успіх, який залежить від використання якісного, попередньо висушеного філаменту, застосування сучасних друкарських поверхонь (таких як текстурований PEI або гароліт) і ретельно відкаліброваних параметрів слайсера. Продвинуті техніки, такі як використання несумісних або розчинних матеріалів для підтримок, відкривають можливості для створення деталей найскладнішої геометрії без компромісів в якості. Відмова від застарілих методів на користь професійного обладнання і інженерних адгезивів є ключовим кроком на шляху до стабільних і відтворюваних результатів.
Комплексний чек-ліст перед друком ASA/ABS
Матеріал:
Обладнання (Принтер):
Програмне забезпечення (Слайсер):
Процес:
Втомилися від невдалих спроб? Наші ABS і ASA мають стабільну формулу для мінімізації усадки. Дотримуйтесь нашого чек-ліста, забезпечте принтеру термокамеру і підберіть колір на https://techfil.com.ua/abs/ або https://techfil.com.ua/asa/ у 2025 році.














